Industrial automation relies heavily on accurate data. Machines, production lines and control systems need continuous information about position, temperature, pressure, flow and countless other variables to operate efficiently. This is where industrial sensors become essential. They provide real-time feedback that helps manufacturers improve productivity, maintain quality standards and increase equipment reliability. From automotive assembly lines to food processing facilities, sensors play a central role in modern automation systems. This guide explains the major sensor types, common applications, troubleshooting methods and factors to consider when selecting sensors for industrial environments.
What Are Industrial Sensors and Why They Matter
Industrial sensors are devices that detect physical conditions and convert them into electrical signals that can be processed by PLCs, HMIs and other control systems.
Modern industrial automation sensors are used to:
- Monitor equipment performance
- Improve process accuracy
- Support machine safety functions
- Reduce downtime through early fault detection
- Increase production efficiency
Without sensors, automated systems would have no way of determining machine status or reacting to changes in operating conditions. They are the foundation of modern factory automation and one of the most important components in Industry 4.0 environments.
Industrial Sensor Types
Different applications require different sensing technologies. Understanding various industrial sensor types helps engineers select the right device for their systems.
Proximity Sensors
Proximity sensors detect the presence or absence of objects without physical contact. They are commonly used in conveyors, assembly lines and packaging equipment.
Typical applications include:
- Object detection
- Position sensing
- Counting operations
- Machine sequencing
Photoelectric Sensors
Photoelectric sensors use light beams to detect objects and are widely used in sorting, packaging and material handling systems.
Advantages include:
- Long sensing distances
- High-speed operation
- Detection of various materials
- Non-contact operation
Pressure Sensors
Pressure sensors measure gas and fluid pressure in industrial systems.
They are commonly used in:
- Hydraulic systems
- Pneumatic equipment
- Oil and gas facilities
- Process industries
Temperature Sensors
Temperature sensors monitor thermal conditions to protect equipment and maintain process stability.
Applications include:
- Furnaces
- Industrial ovens
- Motor monitoring
- Chemical processing
Level and Flow Sensors
Level and flow sensors monitor liquids and gases in tanks and pipelines.
Common uses include:
- Water treatment systems
- Chemical processing
- Beverage production
- Oil storage facilities
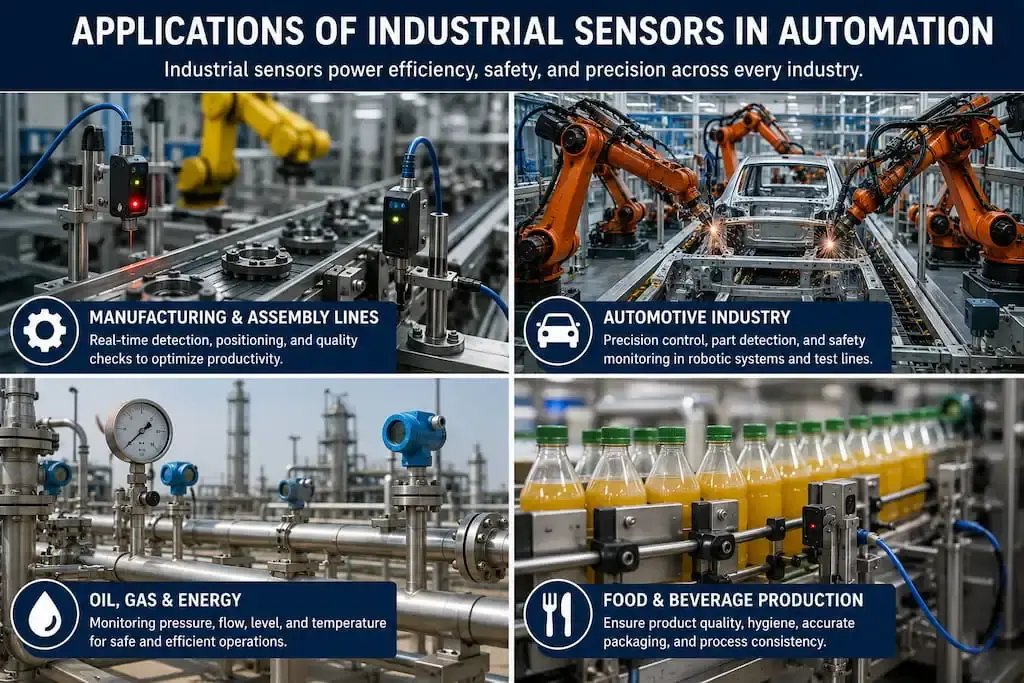
Applications of Industrial Sensors in Automation
Modern automation sensors improve efficiency and process reliability across numerous industries.
Manufacturing and Assembly Lines
Sensors provide real-time machine monitoring and support automated decision-making.
Typical functions include:
- Part detection
- Machine positioning
- Product counting
- Quality verification
Automotive Industry
The automotive industry relies heavily on sensors for robotic systems, assembly equipment and testing applications.
Sensors help maintain:
- Production accuracy
- Position control
- Safety monitoring
- Process consistency
Oil, Gas and Energy
Industrial sensors monitor:
- Pressure
- Flow
- Temperature
- Equipment condition
Reliable sensing technologies are essential in hazardous environments where process deviations can have significant consequences.
Food and Beverage Production
Sensors help maintain:
- Product quality
- Packaging accuracy
- Hygiene standards
- Process consistency
Accurate sensing reduces waste and improves production efficiency.
Industrial Automation Sensors: How They Work
Industrial automation sensors convert physical parameters into electrical signals that can be processed by control systems.
The process typically follows several steps:
- Detect a physical condition.
- Convert the condition into an electrical signal.
- Transmit the signal to a PLC or controller.
- Trigger actions based on programmed logic.
Sensors integrate directly with PLC systems and automation networks, allowing manufacturers to implement advanced monitoring and control strategies. Many systems use components from leading
PLC brands and industrial control platforms to process sensor data efficiently.
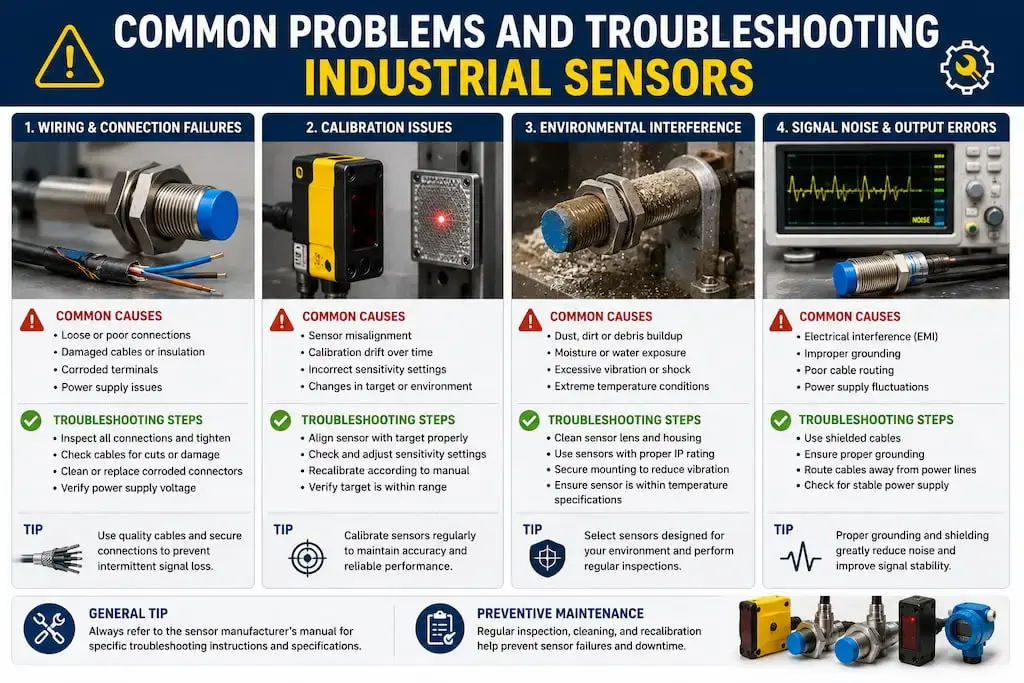
Common Problems and Troubleshooting Industrial Sensors
Even high-quality sensors can experience issues over time.
Wiring and Connection Failures
Common problems include:
- Loose connections
- Damaged cables
- Corroded terminals
- Signal interruptions
Regular inspections can prevent unexpected failures.
Calibration Issues
Over time, sensors may drift from their original calibration settings.
This can result in:
- Incorrect measurements
- Process deviations
- Reduced product quality
Periodic recalibration helps maintain accuracy.
Environmental Interference
Harsh environments can affect sensor performance.
Common issues include:
- Dust buildup
- Moisture exposure
- Excessive vibration
- Temperature extremes
Selecting sensors with suitable protection ratings is essential.
Signal Noise and Output Errors
Electrical interference can create unstable sensor readings.
Potential causes include:
- Improper grounding
- Damaged shielding
- Electromagnetic interference
- Poor cable routing
Proper installation practices can significantly reduce these issues.
How to Choose the Right Factory Automation Sensors

Selecting the right factory automation sensors requires evaluating several important factors.
Environmental Conditions
Consider:
- Temperature ranges
- Humidity
- Dust exposure
- Chemical resistance
- Vibration levels
Accuracy and Response Time
Applications such as robotics and precision manufacturing require highly accurate sensors with fast response times.
Output Type and Compatibility
Ensure sensor outputs are compatible with existing PLC and control systems.
Many applications use equipment from
Allen-Bradley parts and other major automation platforms that require specific signal types and communication methods.
Supplier Reliability and Support
Reliable technical support and product availability are important considerations, especially for critical production environments.
Major Suppliers of Industrial Sensors
Several companies are recognized as major suppliers of industrial sensors, including:
BSP Automation supplies products from many leading
industrial manufacturers and provides access to sensor solutions from:
As a
global parts supplier, BSP Automation supports manufacturers looking for reliable industrial sensing technologies and automation components.
Maintenance Tips for Long Sensor Life
Preventive maintenance can significantly increase sensor lifespan and improve system reliability.
Recommended practices include:
- Regular cleaning
- Cable inspections
- Periodic recalibration
- Verification of mounting hardware
- Monitoring for environmental damage
- Reviewing sensor diagnostics
Predictive maintenance strategies supported by technologies such as
AI in industrial automation are also helping manufacturers detect sensor issues before failures occur.
For additional definitions and terminology related to automation systems, readers can consult BSP's
industrial automation terms resource.